



MA7675雙端面磨床自動上下料裝置的改進
2020-03-04工作原理:
貫穿選料,工件經具有振動的傾斜料斗裝置自動選料,然后被旋轉的電磁盤吸住,把工件一件接著一件的送進,沿著譬向裝置通過兩個相對放置的砂輪面而磨出相互平行的兩個平面。因是連續磨削工藝,生產率高,磨削不同規格的工件時,僅調整導向裝置即可。但是工件受電磁盤磁化后,雖經退磁器退磁,但退磁仍達不到活塞環無磁的要求,所以對其上下料系統進行改造。
改造后:
一、采用丁腈橡膠滾輪送料機構代替電磁盤。
二、設計曲柄滑塊鏟料機構。帶動自動料斗振動上料。
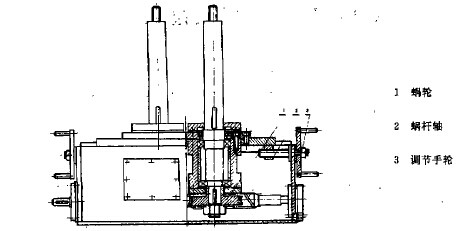
數控雙端面磨床改造結構
工作原理:
工作原理為間斷補充疊放的工件經送料機構將工件一件一件推出自動掉入斜滾道。當工件滑落到相對旋轉的套在蝸輪軸上的丁腈橡膠滾輪問時,則被滾輪的摩擦力夾持連續不斷地送入導向裝置,從而完戚了進料工作。這個改造,從根本上擺脫了工件磁化因素,不需要再退磁了。機床恢復投入生產一年多來,效果很好 原來機床的功能不變,還擴大了工作范圍 工件直徑可以從25毫米到250毫米,工件厚度可以到6O毫米。同時還克服了原機床當加工薄而小的工件時,磁力吸不牢靠送料送不好和磨削余量較大時送不進料的問題 由于采用了帶電動機的無級變速器,故送料速度的調節比原來電磁盤的三角皮帶三級變速更靈活方便。兩滾輪間的間隙可調,因此送料摩擦力的大小可調,并且滾輪可以倒轉將卡死的工件退出。 這樣只要選擇好變速器的功率,一般需要多大的進料速度都可達到,且可靠不易出故障。