



滾動軸承零件硬度檢測方法
2021-07-23一、滾動軸承零件硬度要求
鋼制滾動軸承零件經淬火、回火后與成品軸承的硬度檢測按照JB/T 7361標準進行。對軸承零件的硬度要求見表1及表2。
表1 軸承零件回火后的硬度要求
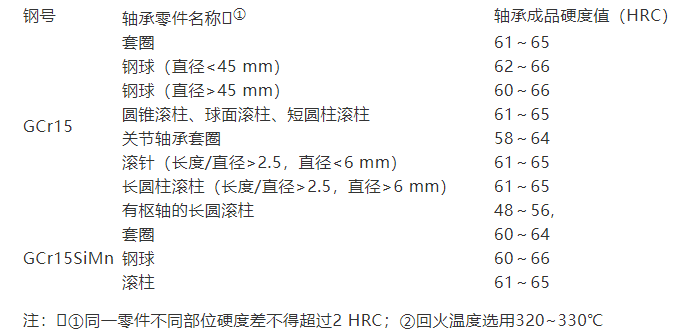
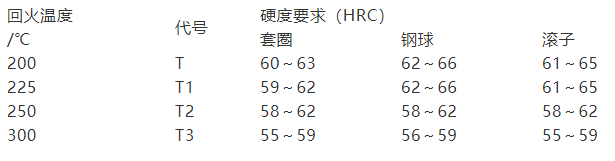
表2 高溫回火的軸承零件硬度要求
二、硬度檢測基本要求
1. 樣品準備
1)軸承零件在檢測前必須經退磁處理。
2)軸承零件硬度檢測面和定位面的表面粗糙Ra應符合表3要求。
表3 軸承硬度檢測面和定位面粗糙度

3)軸承零件檢測面、定位面不應有脫碳、裂紋、氧化皮、劃痕等缺陷。
2. 硬度檢測
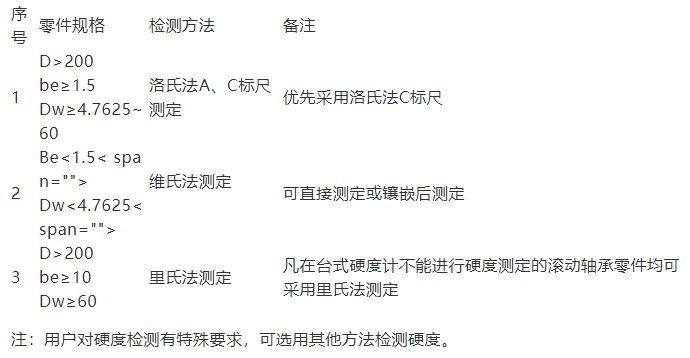
1)硬度檢測方法按表4選用,其中符號:D為套圈公稱外徑(mm);Dw為滾動體公稱直徑(mm);be為套圈端面有效寬度(mm)。
表4 硬度檢測方法選用表
2)檢查硬度計工作是否正常,并用相適應標準硬度塊進行3點以上校正,示值誤差應符合要求。
3)軸承零件硬度檢測面:套圈一般在端面進行,外徑D>500 mm套圈,可用里氏硬度計直接在滾道上檢測。滾動體一般在曲面上檢測,直徑Dw<4.7625 mm時,可鑲嵌后磨制出平面,用維氏法檢測。球面滾子、凸度滾子在端面檢測。
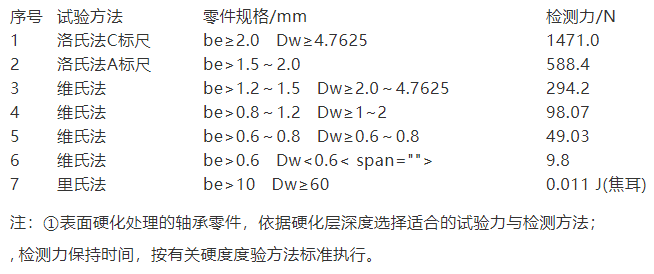
4)檢測力的選用應根據軸承零件的形狀、大小、端面有效寬度等參見表5。
表5 檢測力選用表
2)硬度檢測點位置及點數
(1)檢測點位置(見表6)
表6 檢測點位置表

(2) 檢測點數
①套圈檢測點數見表7
表7 套圈檢測點要求點

滾動體檢測點見表8。
表8 滾動體檢測點要求表
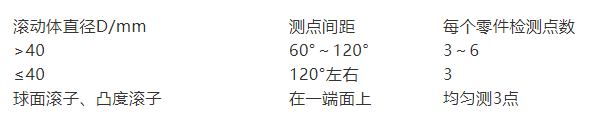
ƒ套圈端面有效寬度be<1.2 mm,滾動體DW<4.7625 mm的微型軸承零件,應鑲嵌后,磨成平面后測量。套圈、滾針每件均勻測3點,鋼球在中心部位測一點。
三、檢測結果處理
1. 同一零件不允許以數點平均值代表該零件硬度值,應書寫硬度值范圍。
2. 洛氏硬度HRC值(或HRA、HV、HLD換算值)檢測報告中應至0.5個洛氏硬度單位。
3. 在零件曲面上測出的硬度值,按JB 1255進行修正,圓錐滾子按測點部位的直徑修正。
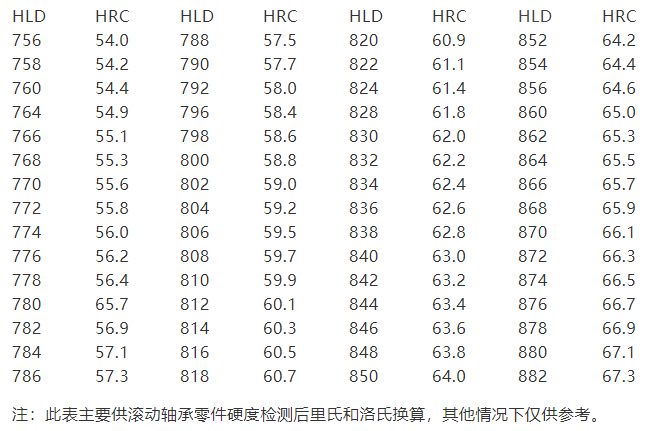
4. 大的滾動體和套圈采用里氏法檢測后,HLD與HRC硬度換算關系參見表9。
表9 里氏硬度與洛氏硬度換算表
以上參數和數據來自沈陽天星試驗儀器有限公司。
(來源:風博士之家)